聯系我們
電話:18668762529
郵箱:389599455@qq.com
手機:18668762529(兼微信)
地址:浙江省溫州市龍灣區永中街道鎮標東路

郵箱:389599455@qq.com
手機:18668762529(兼微信)
地址:浙江省溫州市龍灣區永中街道鎮標東路
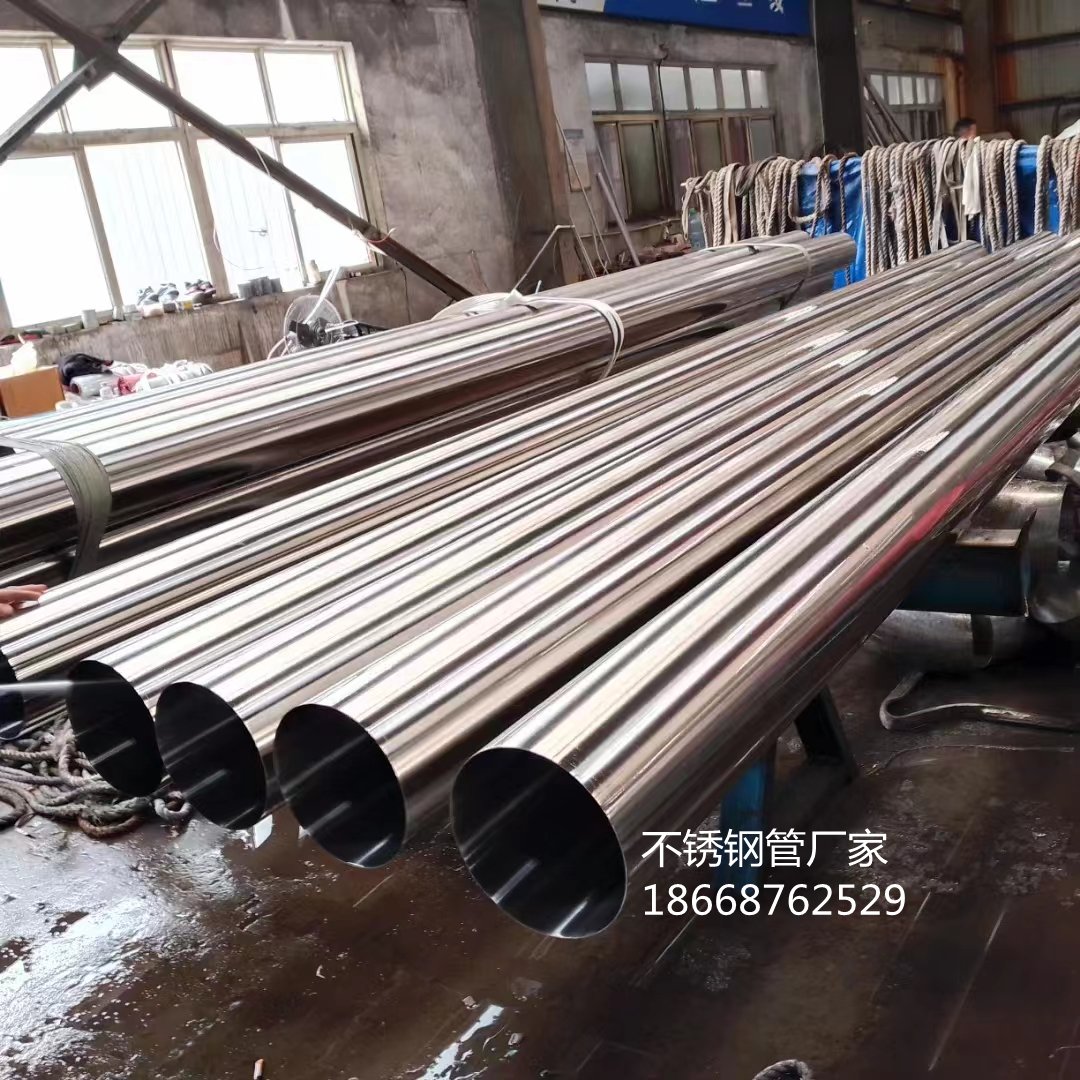
油氣輸送不銹鋼鋼管是由深加工(壓力加工、焊接、熱處理、機械加工、表面處理、無損檢測等)形成的特殊冶金產品,本質上應屬于機械產品的范疇。為了適應使用條件,鋼管除了嚴格要求化學成分、冶金質量、機械性能、殘余應力和焊接性能外,還嚴格要求成品的幾何形狀和尺寸,如外徑、內徑、壁厚、圓度和直度。

根據輸送不銹鋼鋼管的制管工藝,可分為無縫不銹鋼焊管(S)(用于長輸油氣管的數量很少);焊管采用直縫高頻焊管(ERW)、直縫埋弧焊管(LSAW)、螺旋埋弧焊管(SSAW)。
(1)根據焊接方式的不同,直縫高頻焊管分為感應焊和接觸焊兩種管型;帶鋼經過預彎、連續成型、焊接、熱處理、直徑精細成型等工序。
(2)不銹鋼直縫埋弧焊管可根據不同的成型方法分為
UOE不銹鋼焊管:邊緣預彎后,采用U成型、O成型、內焊、外焊、機器 機械冷擴徑等工序;
即按“JCOE焊管”J-C-O-E"預焊、成型、焊接后冷膨脹等工序;
HME焊管:芯棒滾壓法按“C-C-O"接等工序。
(3)螺旋埋弧不銹鋼焊管
帶鋼卷管時,其前進方向與成型管中心有成型角(可調)邊焊接,焊縫為螺旋線。改進后,將原材料改為不銹鋼鋼板,將成型與焊接分開。預焊和精焊后,冷膨脹直徑。其焊接質量接近UOE管(目前國內尚無此工藝,是改進的方向)。
由于其自身的特點,上述不銹鋼管道類型適用于不同條件的油氣長輸不銹鋼管道工程或不同條件的地區(螺旋焊管僅限于1類地區)。
本網站(http://m.wjshcw.cn)發布的不銹鋼石油天然氣-不銹鋼油氣輸送管道等版權均屬于浙江華恒不銹鋼管有限公司,未經授權不得轉載、摘編或利用其它方式使用上述作品。如原作者不愿意在本網站刊登內容,請及時通知本站,予以刪除,謝謝合作。